
 2026-05-08
2026-05-08 Fabrication d'arbres de transmission est le processus de conception, de formage, d'usinage, d'assemblage et de test des composants mécaniques rotatifs qui transmettent le couple et la puissance de rotation d'un moteur aux roues, aux essieux ou à d'autres composants entraînés. Un arbre de transmission – également appelé arbre d'hélice, arbre d'hélice ou arbre de transmission selon l'application – doit simultanément supporter des charges de torsion élevées, résister à la flexion sous des forces dynamiques, fonctionner selon des tolérances d'équilibre précises et survivre à des années de charge de fatigue cyclique sans défaillance. Par conséquent, réussir le processus de fabrication ne consiste pas seulement à couper le métal en forme ; cela nécessite une séquence étroitement contrôlée de sélection des matériaux, d’opérations de formage, d’usinage de précision, de traitement thermique, de finition de surface, d’assemblage et d’inspection qualité rigoureuse.
Les arbres de transmission sont utilisés dans une vaste gamme d'applications : les voitures particulières, les camions commerciaux, les machines agricoles, les boîtes de vitesses industrielles, les systèmes de propulsion marins, les systèmes d'actionnement aérospatiaux et les éoliennes reposent tous sur des arbres de transmission fabriqués de différentes tailles, matériaux et exigences de performance. Bien que les processus spécifiques varient selon l'application, les défis fondamentaux de fabrication sont cohérents : atteindre la précision dimensionnelle, la résistance mécanique, la rigidité en torsion et l'équilibre de rotation requis dans les limites des objectifs de coût et de cadence de production.
Cet article décrit le processus complet de production des arbres de transmission — depuis la sélection des matières premières jusqu'à l'inspection finale — couvrant à la fois la fabrication des arbres de transmission automobiles et la production des arbres industriels, avec des détails pratiques sur l'équipement, les processus, les tolérances et les contrôles de qualité impliqués à chaque étape.
Le matériau choisi pour un arbre de transmission détermine sa résistance, son poids, sa résistance à la fatigue, son usinabilité et son coût. Les fabricants d'arbres de transmission sélectionnent parmi plusieurs catégories de matériaux en fonction des exigences de couple, de la vitesse de fonctionnement, des objectifs de poids et du volume de production de l'application.
Les aciers au carbone et alliés restent le matériau dominant pour la fabrication d’arbres de transmission dans les applications automobiles, camions et industrielles. Les aciers à carbone moyen tels que SAE 1045 sont largement utilisés pour les arbres pleins dans les applications à faible couple en raison de leur bonne combinaison de résistance, de ténacité et d'usinabilité à un coût relativement faible. Pour les applications à couple plus élevé ou critiques en fatigue, des aciers alliés tels que SAE 4140 (acier au chrome-molybdène) et SAE 4340 (acier au nickel-chrome-molybdène) sont spécifiés. Ces nuances développent une limite d'élasticité et une résistance à la traction nettement plus élevées après traitement thermique : le 4140 atteint généralement une limite d'élasticité de 650 à 1 000 MPa en fonction du traitement thermique, tandis que le 4340 peut atteindre 1 400 MPa ou plus dans les applications exigeantes de l'aérospatiale et de la course. Les aciers de cémentation tels que SAE 8620 sont utilisés lorsqu'une surface dure et résistante à l'usure combinée à un noyau résistant est nécessaire, comme dans les arbres d'entraînement cannelés qui doivent résister au fretting et à l'usure au niveau de l'interface cannelée.
La plupart des arbres de transmission d'automobiles et de camions utilisent des tubes en acier creux plutôt que des barres pleines. Un tube creux offre presque la même rigidité et la même résistance à la torsion qu'un arbre plein de même diamètre extérieur, mais pour une fraction du poids, car la contrainte de torsion est la plus élevée sur la surface extérieure et le matériau central contribue peu à la résistance à la torsion. Les tubes en acier étirés à froid sans soudure (généralement 1026 ou 1020 DOM — étirés sur mandrin) sont la norme pour la fabrication de tubes d'arbre de transmission automobile. L'épaisseur de la paroi du tube, le diamètre extérieur et la qualité de l'acier sont sélectionnés via des calculs de contraintes de torsion et de flexion pour répondre aux exigences de couple et de vitesse critique du véhicule.
Les arbres de transmission en aluminium – principalement fabriqués à partir de tubes en alliage 6061-T6 ou 7075-T6 – offrent une réduction de poids de 60 à 65 % par rapport aux arbres en acier équivalents. Cette économie de poids améliore l'économie de carburant du véhicule, réduit l'inertie de rotation (améliorant la réponse à l'accélération) et réduit le NVH (bruit, vibration, dureté) en augmentant la vitesse critique de l'arbre. La fabrication d'arbres de transmission en aluminium est courante dans les véhicules de performance, les camions légers et les applications de course. Le principal défi de fabrication avec l'aluminium est d'obtenir une fixation fiable des étriers ou des embouts : la moindre résistance de l'aluminium nécessite une conception minutieuse des joints, souvent en utilisant des méthodes de soudage par friction ou de fixation par ajustement serré et boulon plutôt que par soudage à l'arc conventionnel.
Les arbres de transmission en polymère renforcé de fibre de carbone (CFRP) offrent la rigidité spécifique la plus élevée et le poids le plus faible de tous les matériaux d'arbre de transmission, ce qui en fait le choix préféré dans les applications automobiles, de sport automobile et aérospatiales de haute performance où le poids et la dynamique de rotation sont primordiaux. La fabrication des arbres de transmission en CFRP utilise l'enroulement filamentaire - un processus dans lequel des câbles de fibre de carbone imprégnés de résine époxy sont enroulés sur un mandrin à des angles précis pour développer la rigidité de torsion et de flexion requise - suivi d'un durcissement dans un autoclave ou un four. Les embouts métalliques sont collés et fixés mécaniquement au tube composite. Les arbres en fibre de carbone peuvent atteindre des vitesses critiques 2 à 3 fois supérieures à celles des arbres en acier équivalents, permettant aux arbres de transmission monobloc de remplacer les assemblages en acier en deux pièces dans les applications plus longues.
Un processus complet de fabrication d’arbres de transmission implique plusieurs opérations séquentielles. Chaque étape s'appuie sur la précédente et le contrôle qualité aux étapes intermédiaires est essentiel pour éviter les erreurs cumulées qui affectent les performances du produit final.
La matière première arrive chez le fabricant d'arbres d'entraînement sous forme de barres coupées à longueur, de tubes sans soudure ou de tubes enroulés selon la méthode de production. La coupe à la scie à froid ou les meules à tronçonner abrasives coupent le matériau à une longueur approximative avec une petite surépaisseur d'usinage. Les extrémités coupées sont ébavurées pour éliminer les arêtes vives qui pourraient endommager l'outillage en aval ou créer des concentrations de contraintes. Pour les arbres à tubes creux, la rectitude du tube est vérifiée à ce stade : les tubes avec une courbure excessive sont rejetés ou redressés avant un traitement ultérieur, car la rectitude du tube affecte directement le faux-rond et l'équilibre final de l'arbre.
Les raccords d'extrémité d'un arbre de transmission - chapes, brides et arbres tronqués - sont généralement fabriqués séparément par forgeage à chaud ou à froid avant d'être fixés au tube. Le forgeage à chaud chauffe la billette d'acier entre 1 100 et 1 250 °C et la façonne sous des forces de presse élevées dans un jeu de matrices. Le forgeage à chaud produit des pièces avec un excellent flux de grains aligné sur la géométrie de la pièce, ce qui se traduit par une résistance à la fatigue plus élevée que les alternatives usinées à partir de barres. Les ébauches forgées sont ensuite découpées, grenaillées pour éliminer le tartre et transmises aux opérations d'usinage. Pour la production automobile en grand volume, le forgeage à froid de raccords d'extrémité plus petits est également courant : le forgeage à froid produit des tolérances dimensionnelles plus strictes et une meilleure finition de surface directement à partir de la forge, réduisant ainsi les besoins d'usinage ultérieurs.
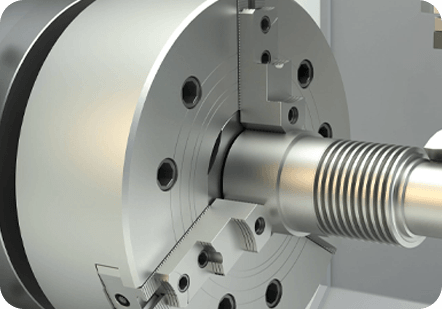
Les opérations de tournage de précision établissent les diamètres critiques, les surfaces des tourillons et les caractéristiques des épaulements de l'arbre d'entraînement. Les centres de tournage CNC usinent l'arbre entre les centres (en utilisant des trous centraux meulés aux deux extrémités) pour maintenir la concentricité sur tous les diamètres tournés. Les tolérances des tourillons sont généralement des ajustements h6 ou k6 (exigeant une précision diamétrale comprise entre 10 et 20 micromètres) obtenues par tournage de finition suivi d'une rectification cylindrique. Les sections cannelées sont produites par taillage, brochage ou fraisage CNC en fonction de la géométrie et du volume de la cannelure. Les cannelures externes des arbres de transmission automobiles sont le plus souvent laminées à froid plutôt que coupées : le laminage à froid déplace le métal vers l'extérieur pour former les dents de cannelure, produisant une surface écrouie avec des contraintes résiduelles de compression qui améliorent considérablement la durée de vie en fatigue par rapport aux cannelures usinées.
Pour les arbres de transmission en acier, le tube et les étriers ou brides d'extrémité sont assemblés par soudage – le plus souvent par soudage par friction (rotatif ou linéaire) ou par soudage MIG/MAG. Le soudage par friction est la méthode privilégiée dans la production d'arbres de transmission automobiles en grand volume, car elle produit des soudures entièrement consolidées de haute qualité et constantes, sans métal d'apport, porosité ou problèmes de zone affectée thermiquement (ZAT) associés au soudage par fusion. Dans le processus de soudage par friction, un composant tourne à grande vitesse tandis que l'autre est maintenu immobile et pressé contre lui axialement ; la chaleur de friction plastifie le matériau d'interface et, lorsque la rotation s'arrête, une force de forgeage axiale consolide le joint. Les joints d'arbre de transmission soudés par friction atteignent 90 à 100 % de la résistance du métal de base et peuvent être produits avec des temps de cycle de 15 à 30 secondes par joint. Pour les arbres de véhicules industriels et commerciaux de faible volume, le soudage MIG avec une inspection appropriée de préchauffage et de post-soudage est la méthode d'assemblage standard.
Le traitement thermique après usinage et soudage développe les propriétés mécaniques requises dans le matériau de l'arbre. Le durcissement à cœur (trempe et revenu) des arbres en acier allié amène le matériau à la dureté et à la résistance à la traction spécifiées – généralement 28 à 35 HRC pour les arbres industriels généraux et 38 à 48 HRC pour les applications hautes performances. Le durcissement par induction est largement utilisé pour durcir sélectivement les tourillons, les cannelures et autres surfaces d'usure de l'arbre sans durcir l'ensemble du composant. Le processus d'induction chauffe très rapidement une zone localisée par induction électromagnétique, suivi d'un refroidissement par trempe immédiat, produisant une couche superficielle martensitique dure (généralement de 1 à 3 mm de profondeur) avec un noyau résistant et non durci. Les surfaces trempées par induction atteignent généralement 55 à 62 HRC et présentent des contraintes résiduelles de compression bénéfiques qui améliorent la résistance à la fatigue. Après durcissement, un revenu à basse température entre 150 et 200 °C soulage les contraintes de trempe sans réduire significativement la dureté.
Le traitement thermique et le soudage introduisent invariablement une certaine distorsion dans l'arbre. Le redressage est effectué sur une machine de redressage à presse ou un système de redressage commandé par CNC qui mesure le faux-rond de l'arbre en plusieurs points et applique des forces de flexion contrôlées pour amener l'arbre dans la tolérance de rectitude spécifiée - généralement 0,2 à 0,5 mm de faux-rond de l'indicateur total (TIR) sur toute la longueur de l'arbre pour les applications automobiles, et aussi serré que 0,05 mm TIR pour les arbres industriels de précision. Le redressage doit être effectué avec soin pour éviter de surcharger l'arbre ou d'introduire des contraintes résiduelles qui provoquent une nouvelle flexion en service.
La rectification cylindrique des tourillons et des surfaces d'étanchéité amène les dimensions à la tolérance finale et permet d'obtenir l'état de surface requis. Les tourillons des arbres industriels de précision sont généralement rectifiés à Ra 0,4–0,8 µm et maintenus à une rondeur inférieure à 5 micromètres. La rectification sans centre est utilisée pour les broches trempées à cœur et les diamètres d'arbre plus petits où la rectification entre centres n'est pas pratique. Certaines applications nécessitent une superfinition (affûtage ou rodage des tourillons jusqu'à un Ra inférieur à 0,1 µm) pour minimiser la friction et l'usure des roulements. Le grenaillage de surface est appliqué dans les zones critiques en fatigue, en particulier au niveau des rayons de congé, des faux-ronds des cannelures et des extrémités de soudure, pour introduire des contraintes résiduelles de compression bénéfiques qui prolongent la durée de vie en fatigue de 20 à 50 % par rapport aux surfaces non grenaillées.

L’équilibrage dynamique est l’une des opérations les plus importantes dans la fabrication des arbres de transmission et l’une des plus souvent mal comprises. Tout arbre rotatif a une masse répartie autour de son axe de rotation, et si cette répartition de masse n'est pas parfaitement symétrique, l'arbre génère des forces centrifuges lors de sa rotation qui produisent des vibrations, du bruit, des charges sur les roulements et, finalement, des dommages par fatigue dans la transmission. Plus la vitesse de fonctionnement est élevée, plus l'équilibre devient critique : même de petits déséquilibres de masse créent des forces centrifuges importantes à des régimes élevés.
Les arbres de transmission sont équilibrés sur des machines d'équilibrage dynamiques qui font tourner l'arbre et mesurent simultanément les forces de vibration générées dans deux plans de correction. La machine calcule l'ampleur et la position angulaire du balourd dans chaque plan et affiche la correction requise. La correction est effectuée en ajoutant des poids d'équilibrage (généralement de petites pinces ou des lopins soudés), en perçant ou en fraisant du matériau à partir de points lourds, ou en ajoutant de l'argile de correction pour les essais de configuration initiaux. Les arbres de transmission automobiles sont généralement équilibrés selon la norme ISO 1940 de qualité G6.3 ou supérieure, ce qui signifie que le balourd spécifique résiduel est inférieur à 6,3 grammes-millimètres par kilogramme de masse d'arbre par plan de correction. Les arbres à grande vitesse ou de précision sont équilibrés à G2.5 ou G1.0. Après l'équilibrage, l'arbre est relancé pour vérifier que le balourd résiduel est conforme aux spécifications avant de passer à l'inspection finale.
Les fabricants d'arbres de transmission appliquent une stratégie d'inspection de qualité à plusieurs niveaux qui combine des contrôles en cours de processus à chaque étape de fabrication avec une inspection finale de l'assemblage terminé. Le tableau ci-dessous résume les principales méthodes d'inspection utilisées dans la fabrication des arbres de transmission et ce que chacune vérifie :
| Méthode d'inspection | Ce qu'il vérifie | Étape appliquée |
| Inspection dimensionnelle sur MMT | Tous les diamètres, longueurs et caractéristiques GD&T critiques | Post-usinage, final |
| Mesure du faux-rond (TIR) | Rectitude et concentricité de l'arbre | Post-lissage, final |
| Essais de dureté (Rockwell) | Dureté de surface et de noyau après traitement thermique | Traitement post-thermique |
| Inspection des particules magnétiques (MPI) | Fissures en surface et proches de la surface, défauts de soudure | Post-soudure, post-meulage, final |
| Tests par ultrasons (UT) | Défauts internes, intégrité des soudures, défauts de matériaux | Applications critiques après soudage |
| Test d'équilibre dynamique | Déséquilibre résiduel dans deux plans de correction | Post-assemblage, final |
| Essais de fatigue torsionnelle | Durée de vie de l'arbre sous charge de couple cyclique | Développement, audit périodique de production |
| Mesure de rugosité de surface | Ra et Rz des tourillons et des surfaces d'étanchéité | Post-broyage, final |
| Inspection du profil de cannelure | Profil de dent cannelée, pas, pas et classe d'ajustement | Opération post-spline, finale |
Bien que les processus de fabrication de base soient similaires selon les applications, la production d'arbres de transmission varie considérablement dans les détails en fonction du secteur et des exigences de performances spécifiques impliquées.
La fabrication d’arbres de transmission pour voitures particulières et camions légers se caractérise par un volume élevé, un contrôle strict des coûts et des normes de qualité OEM rigoureuses. Les lignes de production d'arbres de transmission automobiles utilisent généralement le soudage par friction automatisé des chapes forgées sur les tubes en acier DOM, des machines d'équilibrage CNC intégrées à la ligne et des tests de fin de ligne à 100 %, y compris la vérification dimensionnelle, les contrôles de l'intégrité des soudures et la confirmation de l'équilibrage dynamique. Les ensembles de joints homocinétiques (CV) pour arbres d'essieu de traction avant impliquent un meulage de précision des chemins de roulement à billes, un traitement thermique contrôlé des bagues intérieures et extérieures et un assemblage en salle blanche pour éviter la contamination du joint rempli de graisse. Les fabricants d'arbres de transmission automobiles doivent se conformer aux normes de gestion de la qualité IATF 16949 et soumettre des PPAP (Production Part Approval Processes) aux clients OEM avant le lancement de la production.
La production industrielle d'arbres de transmission pour boîtes de vitesses, pompes, compresseurs et machines lourdes implique généralement des volumes plus faibles, des arbres de plus grande taille et des épaisseurs de section plus lourdes que le travail dans le secteur automobile. Les arbres sont souvent usinés à partir de barres pleines plutôt que de tubes, et les opérations d'usinage impliquent des coupes d'ébauche lourdes suivies d'un tournage de semi-finition et de finition, de meulage et de brochage ou de fraisage de rainures de clavette. Les arbres industriels plus grands sont normalisés ou recuits avant l'usinage pour soulager les contraintes de forgeage ou de laminage, puis trempés et revenus pour obtenir leurs propriétés finales. La couverture des tests non destructifs est généralement plus étendue sur les arbres industriels : l'inspection par ultrasons à 100 % des matières premières et l'inspection par particules magnétiques des surfaces finies sont courantes pour les applications critiques telles que les arbres de sortie de boîtes de vitesses dans les éoliennes ou les systèmes de propulsion marins.
La fabrication d'arbres de transmission pour l'aérospatiale — pour les rotors de queue d'hélicoptères, les entraînements d'accessoires d'avion et les systèmes d'actionnement — exige la plus haute précision, la traçabilité des matériaux et la documentation des processus pour toute application d'arbre de transmission. Les matériaux sont généralement de l'acier 4340M (VAR – refondu à l'arc sous vide) de qualité aérospatiale, un alliage de titane (Ti-6Al-4V) ou du CFRP. Chaque lot de matériaux est traçable jusqu'à sa certification de fusion et ses enregistrements de tests mécaniques. Toutes les opérations d'usinage, de traitement thermique et de traitement de surface sont effectuées selon des processus contrôlés et qualifiés avec des enregistrements complets conservés pendant toute la durée de vie de l'avion. L'inspection CND comprend une inspection par ressuage fluorescent (FPI) de toutes les surfaces, une inspection par ultrasons des pièces forgées et une vérification dimensionnelle sur les MMT avec un étalonnage traçable aux normes nationales. Les arbres aérospatiaux finis sont soumis à des tests de couple avant acceptation, et les arbres critiques pour le vol peuvent nécessiter des tests de rotation à la vitesse de fonctionnement pour vérifier l'intégrité structurelle.
Comprendre les modes de défaillance les plus fréquents dans la production d’arbres de transmission aide les fabricants à mettre en œuvre des mesures préventives ciblées aux étapes appropriées du processus.
Un processus de fabrication discipliné des arbres de transmission – avec des contrôles de processus clairs, des mesures en cours de processus et des tests de vérification finale – est ce qui différencie les arbres de transmission qui fournissent silencieusement des centaines de milliers de kilomètres de service fiable de ceux qui génèrent des retours sous garantie, des plaintes NVH et des pannes sur le terrain. Investir dans la capacité des processus à chaque étape de fabrication est toujours plus rentable que de découvrir des défauts lors de l'inspection finale ou, pire encore, sur le terrain.
Fenglan est Fabricant de pièces électriques de précision en Chine, Fabricants de pièces de précision automobiles et Fournisseurs de pièces de précision industrielles. Votre partenaire fiable dans la fabrication de pièces et composants depuis 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, route East Zhuanghe, ville de Chunjiang, village de Wei, district de Xinbei, ville de Changzhou, Chine
Add: No.60, route East Zhuanghe, ville de Chunjiang, village de Wei, district de Xinbei, ville de Changzhou, Chine  Confidentialité
Confidentialité



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






