
 2026-05-28
2026-05-28 Tolérances mesurées en millièmes de pouce. C'est le monde de pièces d'usinage CNC de précision — composants produits par des machines-outils contrôlées par ordinateur qui enlèvent de la matière à partir d'une pièce solide pour obtenir des dimensions, des finitions de surface et des caractéristiques géométriques exactes. Contrairement aux pièces usinées à usage général, les composants CNC de précision sont soumis à des tolérances strictes, souvent de ±0,001 pouces (±0,025 mm) ou plus, selon l'application.
Le cœur du processus est l’automatisation. Un modèle CAO est traduit en instructions G-code qui dirigent les mouvements des axes, les vitesses de broche, les avances et la profondeur de coupe sans aucune marge d'interprétation manuelle. Chaque passage de l'outil de coupe suit un chemin défini, c'est pourquoi deux pièces produites à une semaine d'intervalle sur la même machine ressortent dimensionnellement identiques. Cette répétabilité est ce qui rend les composants de précision CNC indispensables dans la fabrication de l'aérospatiale, des dispositifs médicaux, de la robotique, de l'automobile et de l'électronique.
Ce qui différencie une pièce de « précision » d'une pièce usinée standard, ce ne sont pas seulement des chiffres plus précis sur un dessin : c'est l'ensemble de l'environnement de production : salles de machines à température contrôlée, outillage rigidement équilibré, protocoles d'inspection multipoints et certifications des matériaux depuis le stock brut. Lorsqu'une pièce joue un rôle structurel ou fonctionnel dans un assemblage plus grand, l'usinage CNC de précision est presque toujours le bon choix.
Différentes opérations de découpe servent différentes géométries, et les pièces de précision les plus complexes nécessitent une combinaison de processus. Comprendre quelle opération produit quelle fonctionnalité aide les ingénieurs à rédiger de meilleurs dessins et aide les acheteurs à poser des questions plus intelligentes lors de l'approvisionnement en pièces.
Le fraisage utilise des outils de coupe multipoints rotatifs pour enlever de la matière sur des surfaces planes ou profilées, des fentes, des poches et des trous. Le fraisage 3 axes gère la majorité des pièces prismatiques, tandis que les fraiseuses 4 axes et 5 axes peuvent incliner la pièce ou la broche pour atteindre des contre-dépouilles et des géométries courbes complexes en une seule configuration, réduisant ainsi les erreurs de montage qui s'accumulent lorsqu'une pièce doit être repositionnée plusieurs fois.
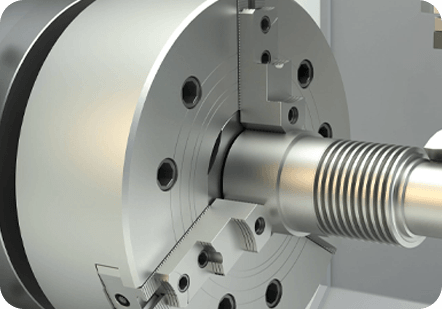
Le tournage fait tourner la pièce contre un outil de coupe fixe, ce qui en fait le processus incontournable pour les pièces cylindriques : arbres, bagues, fixations filetées, buses et raccords. Les centres de tournage CNC modernes incluent souvent des outils dynamiques (accessoires de fraisage et de perçage) afin que des trous transversaux, des méplats et des rainures de clavette puissent être ajoutés au cours de la même opération sans déplacer la pièce vers une fraiseuse.
Les tours de type suisse guident les barres longues et minces à travers une bague de guidage positionnée très près de la zone de coupe. Parce que le matériau est soutenu directement au niveau de la coupe, ces machines obtiennent une rondeur et une finition de surface exceptionnelles sur des pièces de petit diamètre – pensez aux broches médicales, aux implants dentaires, aux composants de montre et aux tiges de valve miniatures. Les diamètres inférieurs à 32 mm sont le sweet spot typique.
L'EDM érode le matériau à l'aide d'étincelles électriques contrôlées plutôt que par découpe mécanique. L'électroérosion à fil coupe des profils 2D complexes dans l'acier trempé avec pratiquement aucune force de coupe, ce qui la rend idéale pour les cavités de moules, les ensembles de poinçonnage et de matrice et les éléments de turbines aérospatiales qui fléchiraient avec un outillage conventionnel. C'est plus lent que le fraisage mais atteint des tolérances de ±0,0001 pouces dans les matériaux durs.
Lorsqu'une pièce nécessite une surface plane avec une rugosité de surface Ra à un chiffre ou une précision dimensionnelle inférieure au micron, la rectification de surface prend le relais du fraisage. Une meule abrasive rotative élimine des micro-quantités de matière par passes mesurées en millièmes de millimètre. Les composants en acier à outils trempés et les cales étalons de précision sont des candidats typiques.
La sélection des matériaux affecte l'usinabilité, la capacité de tolérance finale, la qualité de la finition de surface et les performances de la pièce. Le bon matériau pour un composant usiné avec précision dépend des exigences mécaniques, de l'environnement d'exploitation, des objectifs de poids et des besoins de post-traitement.
| Matériel | Applications typiques | Points forts | Considérations |
|---|---|---|---|
| Aluminium 6061-T6 / 7075-T6 | Supports, boîtiers, montures optiques aérospatiales | Excellente usinabilité, légèreté, bonne conductivité thermique | Dureté inférieure à celle de l’acier ; un traitement de surface est souvent nécessaire |
| Acier inoxydable 303/316 | Instruments médicaux, pièces agroalimentaires, aménagements marins | Résistance à la corrosion, biocompatibilité | Durcit au travail pendant la coupe ; nécessite un outillage plus pointu |
| Titane grade 5 (Ti-6Al-4V) | Fixations aérospatiales, implants orthopédiques | Rapport résistance/poids élevé, excellente biocompatibilité | Une mauvaise conductivité thermique provoque l’usure des outils ; vitesses de coupe lentes nécessaires |
| Laiton (C360) | Corps de vannes, raccords, connecteurs électriques | Usinabilité exceptionnelle, faible friction, résistance à la corrosion | Ne convient pas aux rôles structurels à haute température ou à haute résistance |
| COUP D'OEIL | Matériel de manutention de semi-conducteurs, dispositifs médicaux | Résistance chimique, excellentes propriétés mécaniques à températures élevées | Coût matériel élevé ; nécessite une évacuation soigneuse des copeaux |
| Acier au carbone 4140 | Arbres, engrenages, outillages | Haute résistance, bonne usinabilité avant durcissement | Sensible à la corrosion ; nécessite souvent un revêtement |
Conseil de pro lors de la commande : demandez toujours un certificat de matériau (également appelé certificat d'usine ou certificat de conformité) avec vos pièces. Ce document confirme que le stock brut répond à la composition de l'alliage et aux propriétés mécaniques spécifiées – une exigence non négociable pour les chaînes d'approvisionnement de l'aérospatiale, de la médecine et de la défense.
Les pièces usinées avec précision apparaissent partout où la défaillance n'est pas une option ou partout où les jeux d'assemblage sont mesurés en microns. Les industries suivantes représentent les utilisateurs les plus importants et les plus exigeants de composants de précision CNC.
Les aubes de turbine, les corps d'actionneurs, les composants de train d'atterrissage et les supports structurels nécessitent tous des tolérances géométriques strictes et une traçabilité complète des matériaux. Les pièces CNC aérospatiales sont généralement usinées à partir d'alliages d'aluminium de qualité aérospatiale, de titane et d'alliages de nickel à haute température. La certification de gestion de la qualité AS9100 est l'exigence de base pour les fournisseurs de ce secteur.
Les instruments chirurgicaux, les implants orthopédiques et les boîtiers d'équipement de diagnostic doivent répondre aux normes de qualité ISO 13485 et, pour les dispositifs implantables, aux exigences complètes de biocompatibilité. Les pièces de précision médicales CNC sont souvent fabriquées en acier inoxydable 316L ou en titane de grade 5 et nécessitent une manipulation en salle blanche, des bords sans bavures et une traçabilité jusqu'aux numéros de chaleur des matières premières.
Les composants du moteur, les pièces de transmission, les maillons de suspension et les composants du système de freinage dépendent d'un usinage CNC de précision pour une cohérence dimensionnelle sur des volumes de production élevés. Dans les applications de sport automobile, la réduction de poids pousse les matériaux vers l'aluminium et le titane, tandis que les tolérances sur les alésages de roulements et les sièges de soupapes sont maintenues à ±0,005 mm ou mieux.
Les robots de manipulation de plaquettes de semi-conducteurs, les montages de test de PCB et les assemblages de dissipateurs thermiques nécessitent des composants de précision non magnétiques et dimensionnellement stables. L'aluminium et le PEEK sont largement utilisés ici. Les tolérances de planéité et de parallélisme sur les surfaces de contact sont souvent spécifiées dans la plage du micron à un chiffre pour garantir un contact thermique ou une isolation électrique appropriée.
Les joints robotiques, les boîtiers de servomoteurs, les chariots à mouvement linéaire et les composants effecteurs terminaux sont usinés avec précision pour maintenir la précision de position sur des millions de cycles. Toute inclinaison dimensionnelle dans un joint usiné se traduit directement par une erreur de position au niveau de la pointe de l'outil, c'est pourquoi les composants CNC de précision sont essentiels aux performances des robots industriels modernes.

Choisir un fournisseur pour pièces d'usinage CNC de précision est une décision de qualité autant qu’une décision de prix. Un devis bas d'un atelier qui ne dispose pas de l'équipement ou des systèmes de qualité nécessaires pour respecter vos tolérances coûtera plus cher en pièces rejetées, en retards et en réapprovisionnement qu'un devis légèrement plus élevé d'un partenaire compétent. Voici ce qu'il faut regarder :
Le principal levier sur le coût des pièces usinées CNC avec précision est le dessin lui-même. Les ingénieurs qui comprennent les contraintes d'usinage peuvent concevoir des pièces plus rapides à produire, plus faciles à inspecter et moins susceptibles de générer des rebuts, sans renoncer aux performances fonctionnelles.
L’un des facteurs de coûts les plus courants dans le domaine des pièces de précision est le tolérancement excessif. Si une tolérance de ±0,050 mm est fonctionnellement suffisante, l'indication de ±0,005 mm double ou triple le temps d'usinage et déclenche des étapes d'inspection supplémentaires. Réservez des tolérances serrées pour les caractéristiques qui s'accouplent réellement à d'autres composants, supportent des charges ou créent des surfaces d'étanchéité. Tout le reste doit être soumis à la tolérance la plus souple qui fonctionne encore.
Les poches profondes avec de petits rayons de fond nécessitent des fraises en bout de petit diamètre, qui sont fragiles, lentes et coûteuses à utiliser. Une poche de 50 mm de profondeur avec un rayon d'angle de 1 mm peut coûter cinq fois plus cher à usiner qu'une poche identique avec un rayon d'angle de 3 mm. Dans la mesure du possible, concevez des rayons internes pour qu'ils correspondent aux diamètres d'outils standard et limitez les rapports profondeur/largeur à 4:1 maximum.
Chaque fois qu'une pièce est desserrée et repositionnée, il existe un risque d'erreur de position accumulée. Si une pièce peut être entièrement usinée en une ou deux configurations au lieu de quatre, elle sera plus précise, plus rapide à produire et moins coûteuse. Pensez à la façon dont la pièce sera fixée lors de la disposition des fonctions sur plusieurs faces.
Les formes de filetage non standard et les diamètres de trous impairs nécessitent un outillage spécial que les machinistes n'ont peut-être pas en stock. La normalisation vers des tailles de filetage métriques ou unifiées courantes (M3, M4, M6 ou #4-40, #6-32, 1/4-20) permet de maintenir les coûts d'outillage bas et les délais de livraison courts. La même logique s'applique aux trous alésés : la spécification d'un diamètre d'alésoir standard comme 6H7 ou 8H7 évite les commandes d'outillage personnalisé.
L’aluminium brut usiné s’oxyde. L'acier rouille. Même l’acier inoxydable peut se corroder dans des environnements agressifs. Le post-traitement est l'endroit où une ébauche usinée devient une pièce prête à être produite, ajoutant une résistance à la corrosion, une résistance à l'usure, une dureté ou une finition cosmétique.
Une pièce usinée avec précision est aussi bonne que la mesure confirmant qu'elle est dans les limites de tolérance. Le contrôle qualité dans un atelier de précision CNC sérieux n'est pas une étape finale à la fin de la production : il est intégré à chaque étape.
Inspection en cours de fabrication utilise des systèmes de palpage sur la machine-outil elle-même pour mesurer les caractéristiques critiques à mi-cycle et compenser automatiquement l'usure de l'outil. Cela capte la dérive avant de produire un lot de pièces hors tolérance. L'inspection hors machine utilise des MMT (machines à mesurer tridimensionnelles) pour vérifier une géométrie 3D complexe par rapport au modèle CAO d'origine, produisant ainsi un rapport d'inspection formel avec les dimensions réelles et nominales pour chaque élément critique.
Pour les chaînes d'approvisionnement réglementées, un package qualité complet comprend généralement : des rapports d'inspection dimensionnelle, des certificats de matériaux, une inspection de finition (mesures de rugosité de surface, inspection visuelle des bavures) et un certificat de conformité signé par un ingénieur qualité. Certains contrats exigent également des données de contrôle statistique du processus (SPC) montrant que le processus de production est stable sur toute la durée du cycle de production, et pas seulement qu'une poignée d'échantillons de pièces étaient dans les limites de tolérance.
Fenglan est Fabricant de pièces électriques de précision en Chine, Fabricants de pièces de précision automobiles et Fournisseurs de pièces de précision industrielles. Votre partenaire fiable dans la fabrication de pièces et composants depuis 2010
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, route East Zhuanghe, ville de Chunjiang, village de Wei, district de Xinbei, ville de Changzhou, Chine
Add: No.60, route East Zhuanghe, ville de Chunjiang, village de Wei, district de Xinbei, ville de Changzhou, Chine  Confidentialité
Confidentialité



 +86-13861233850
+86-13861233850  2025-09-17
2025-09-17 






